Контактна інформація
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China



Надані нами машини для зварювання труб і фітингів ПНД широко використовуються в різних проектах будівництва трубопроводів ПНД.
♦ Розмах зварювання в мм: 63 мм - 1200 мм
♦ Розмах зварювання в дюймах: 2 дюйми -48 дюйми IPS
♦ Постачання енергії: 220В, 380В/ 50-60Гц
♦ MOQ 1 комплект
♦ знижки на замовлення на масові поставки
♦ Умови оплати: T/T, West Union

OEM / ODM
Сервіс 7 *24 години
Післяпродажне обслуговування

Вступ
Параметр
Застосування
Машина зварювання з синтезом HDPE є високоефективним і надійним інструментом, що використовується для з'єднання труб з поліетилену високої щільності (HDPE). Він пропонує кілька помітних особливостей, які роблять його ідеальним вибором для різних застосувань.
1. Універсальність: машина призначена для сплавлення труб ПНД різних розмірів, від малого до великого діаметру.
2. Зручність: машиною легко керувати, що робить її придатною як для досвідчених професіоналів, так і для новачків. Він зазвичай містить чіткі інструкції та інтуїтивно зрозумілі елементи керування, що забезпечує безпроблемне зварювання.
3. Довговічність: виготовлена з високоякісних матеріалів, машина створена таким чином, щоб витримувати важкі умови роботи та важке використання. Він стійкий до корозії, зносу та розривів, забезпечуючи тривалу роботу та мінімальні вимоги до обслуговування.
4. Ефективність. Апарат для стикового зварювання ПНД забезпечує швидкий і ефективний процес зварювання. Як правило, він має високу теплоємність, що забезпечує швидкі цикли нагрівання та охолодження. Це скорочує загальний час зварювання, підвищуючи продуктивність на робочому місці.
5. Безпека: Машина містить різні функції безпеки для захисту оператора та запобігання нещасним випадкам. Це можуть бути автоматичні системи контролю температури та тиску, кнопки аварійної зупинки та блокування безпеки.
6. Рентабельність: забезпечуючи надійні та довговічні з’єднання, машина допомагає зменшити потребу в ремонті та заміні, що призводить до економії коштів з часом. Крім того, його ефективність і продуктивність сприяють зниженню загальної вартості проекту.

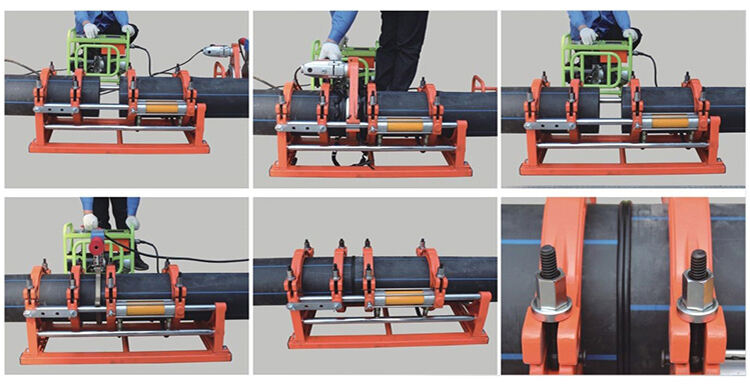
1.Підготовка матеріалу: труби та фітинги повинні бути однакового діаметру, зменшуючи коліна та трійники відповідно до вимог конструкції. При зварюванні розплавом слід використовувати трубопровідну арматуру того ж класу та матеріалу. Спочатку слід перевірити зварювання між фітингами різних марок і матеріалів із однаковими характеристиками.
2.Затисніть трубу: Використовуйте чисту тканину, щоб видалити бруд на кінцях двох труб. Помістіть трубу в стійки, замініть основне пристосування відповідно до трубних фітингів, які потрібно зварити, і виберіть відповідні кліпи так, щоб довжини двох кінців стикового з’єднання були приблизно однаковими і повинні бути якомога коротшими при зустрічі вимоги до фрезерування та нагріву. Частину труби поза рамою підтримують опорною рамою так, щоб вісь труби була на одній висоті з центральною лінією рами, а потім кріплять накладками.
3.Різання: вставте фрезу, потім повільно зімкніть зварювальні кінці двох труб і застосовуйте відповідний тиск, доки на обох кінцях не з’являться суцільні стружки. Зніміть тиск, трохи зачекайте, а потім вийдіть із рухомої рами. Товщина стружки повинна становити 0,5 ~ 1,0 мм, щоб забезпечити зрізання домішок і шарів оксиду на торцях зварних секцій труби, а торці двох стикових з’єднань будуть гладкими та чистими.
4.Вирівнювання: Виворітна сторона двох пар зварених секцій труби повинна бути якомога меншою. Якщо виворітна сторона велика, це спричинить концентрацію напруги, а виворітна сторона не повинна перевищувати 10% товщини стінки.
5.Нагрівання: коли температура нагрівальної плити досягне встановленого значення, помістіть її в решітку та прикладайте тиск до тих пір, поки мінімальний край скручування з обох сторін не досягне вказаної ширини, а тиск зменшиться до вказаного значення для поглинання тепла. Переконайтеся, що є достатньо розплавленого матеріалу для підготовки до взаємної дифузії молекул під час плавлення та стикування.
6.Перемикання: Період від кінця нагрівання до початку термоядерного стикування є періодом перемикання. Щоб забезпечити якість стикування Fusion, чим коротший період перемикання, тим краще.
7.Розплавлення стикового з’єднання: це ключ до зварювання. Процес оплавлення встик слід завжди проводити під тиском плавлення.
8.Охолодження: через низьку теплопровідність пластикових матеріалів швидкість охолодження відповідно повільна. Усадка наплавленого матеріалу і формування структури протікають з повільною швидкістю протягом тривалого часу. Тому охолодження зварного шва повинно здійснюватися під певним тиском.
|
Рек |
Розмір(см) |
82*44*40 |
85*48*44 |
85*53*43 |
94*62*60 |
|
Вага (кг) |
38 |
42 |
52 |
80 |
|
|
Гідравліка система |
Розмір(см) |
58*47*47 |
58*47*47 |
58*47*47 |
58*47*47 |
|
Вага (кг) |
41.5 |
41.5 |
41.5 |
41.5 |
|
|
фреза |
Розмір(см) |
31*24*32 |
35*36*35 |
36*47*47 |
59*38*58 |
|
Вага (кг) |
6 |
7 |
17.5 |
22 |
|
|
Отопляльна пластина |
Розмір(см) |
37*5*35 |
37*5*40 |
44*5*47 |
44*5*53 |
|
Вага (кг) |
3 |
3.8 |
5.5 |
7.8 |
|
|
Відро |
Розмір(см) |
30*18,5*42 |
33.5*18.5*46 |
39*28*56,5 |
48*28,5*56,5 |
|
Вага (кг) |
1.5 |
2.1 |
2.6 |
3.5 |
|
|
тзагальна вага (кг) |
|
90 |
96.4 |
119.1 |
154.8 |
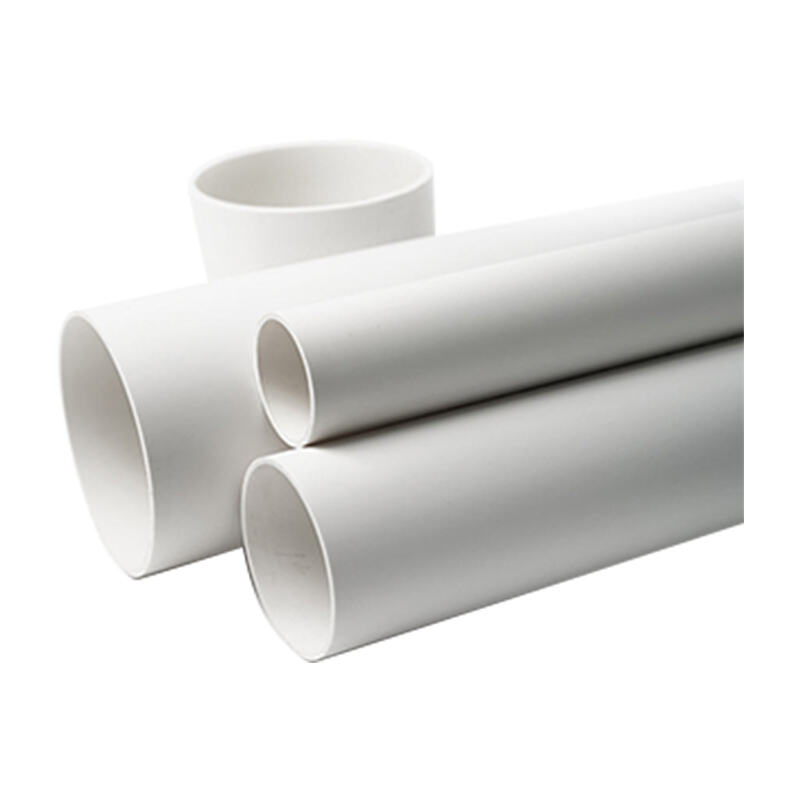
Машина для зварювання труб з HDPE
Машина зварювання сумісних труб з HDPE підходить для зварювання пластикових труб і апаратури з PE, PP, PVDF і може працювати в будь-яких складних робочих умовах.
Машина для зварювання труб з HDPE
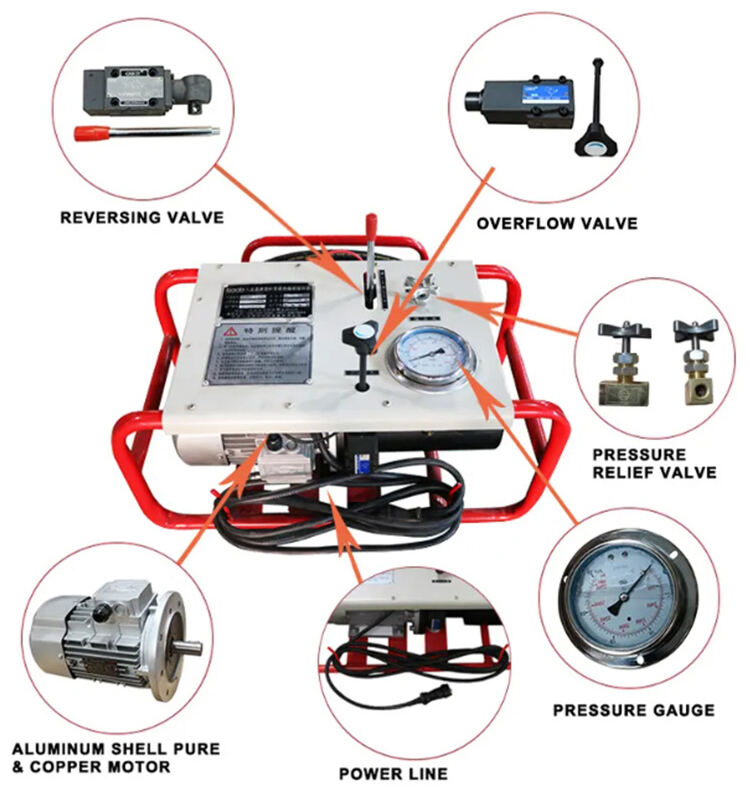
1.Корпус машини оснащений чотирма головними затягами, третій затяг рухається і регулюється осево.
2.Знімальна плитка з нагріванням з покриттям з ПТФЕ з окремою системою управління температурою.
3.Електричний фрезерний резчик з зворотними дворіжними ріжучими лезлами.
4.Гідралітичний агрегат забезпечує зварюючу машину потужністю стиснення.
5.Виготовлений з легкого і високостіжного матеріалу; проста структура і легка для роботи.
6.Низький стартовий тиск забезпечує надійну якість зварки дрібних труб.
7.Окремий двоканальний таймер показує час в фазах замокання і охолодження.
8.Високоточний і ударностійкий тисковик дає більш чіткі показники.
Машини для зварювання труб ПЕ інші імена: Але зварювальна машина з синтезом, зварювальна машина з гарячим плавленням, гідравлічна зварювальна машина з синтезом. Гідралічна машина зварювання задніх шлунків, HDPE-машина з синтезом задніх шлунків. Зварювальна машина. Зап'яцельне обладнання. RDH315 HDPE трубопроводний зварювальний пристрій, трубопроводний зварювальний пристрій, поліварювальна машина. Пластикова труба зварювальна машина.





Ми є не лише виробником продукції, але й постачальником рішень. Незалежно від того, чи є у вас запитання чи запити щодо пропозиції, ми допоможемо вам.