Impormasyon sa Pakikipag-ugnayan
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China



Ang mga makina para sa pagweld ng HDPE pipe at fittings na ipinapadala namin ay madalas na ginagamit sa iba't ibang proyekto ng paggawa ng HDPE pipeline.
♦ Welding Range sa mm: 63mm-1200mm
♦ Welding Range sa pulgada: 2 pulgada -48 pulgada IPS
♦ Supply ng kuryente: 220v, 380v/ 50-60HZ
♦ MOQ 1 set
♦ Mga diskwento para sa mga order na bulk
♦ Mga Tuntunin ng Pagbabayad: T/T, West Union

OEM / ODM
7 *24-Hour service
After-sales

Panimula
Parameter
Aplikasyon
Ang HDPE butt fusion welding machine ay isang mataas na mahusay at maaasahang tool na ginagamit para sa pagsasama ng mga tubo ng High-Density Polyethylene (HDPE). Nag-aalok ito ng ilang mga kapansin-pansin na tampok na ginagawang isang mainam na pagpipilian para sa iba't ibang mga application.
1. Versatility: Ang makina ay idinisenyo upang i-fuse ang mga HDPE pipe na may iba't ibang laki, mula sa maliit hanggang sa malalaking diameter.
2. User-friendly: Ang makina ay madaling patakbuhin, na ginagawang angkop para sa parehong may karanasan na mga propesyonal at baguhan. Karaniwan itong may kasamang malinaw na mga tagubilin at intuitive na mga kontrol, na tinitiyak ang walang gulo na karanasan sa welding.
3. Katatagan: Ginawa mula sa mga de-kalidad na materyales, ang makina ay itinayo upang makatiis sa malupit na kondisyon sa pagtatrabaho at mabigat na paggamit. Ito ay lumalaban sa kaagnasan, pagkasira, at tinitiyak ang pangmatagalang pagganap at kaunting mga kinakailangan sa pagpapanatili.
4. Kahusayan: Ang HDPE butt fusion welding machine ay nag-aalok ng mabilis at mahusay na proseso ng pagsasanib. Karaniwan itong may mataas na kapasidad sa pag-init, na nagbibigay-daan sa mabilis na pag-init at paglamig. Binabawasan nito ang kabuuang oras ng welding, na nagpapataas ng produktibidad sa lugar ng trabaho.
5. Kaligtasan: Ang makina ay nagsasama ng iba't ibang mga tampok sa kaligtasan upang protektahan ang operator at maiwasan ang mga aksidente. Maaaring kabilang dito ang mga awtomatikong sistema ng pagkontrol sa temperatura at presyon, mga emergency stop button, at mga interlock na pangkaligtasan.
6. Cost-effective: Sa pamamagitan ng pagbibigay ng maaasahan at matibay na fusion joints, nakakatulong ang makina na bawasan ang pangangailangan para sa pagkukumpuni at pagpapalit, na nagreresulta sa pagtitipid sa gastos sa paglipas ng panahon. Bilang karagdagan, ang kahusayan at pagiging produktibo nito ay nakakatulong sa pangkalahatang pagbawas sa gastos ng proyekto.

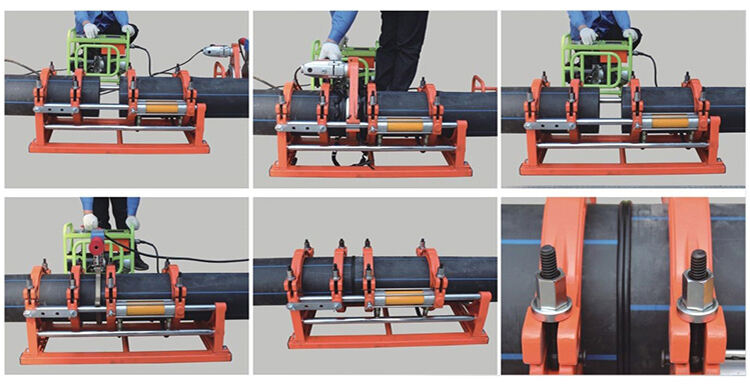
1.Paghahanda ng materyal: Ang mga pipe at pipe fitting ay dapat na itugma sa pantay na diameter, binabawasan ang elbow at tee fitting ayon sa mga kinakailangan sa pagtatayo. Ang hot-melt welding ay dapat gumamit ng mga pipe fitting ng parehong grado at materyal. Ang welding sa pagitan ng mga pipe fitting ng iba't ibang grado at mga materyales na may katulad na pagganap ay dapat na masuri muna.
2.I-clamp ang tubo: Gumamit ng malinis na tela para alisin ang dumi sa dulo ng dalawang tubo. Ilagay ang pipe sa rack slips, palitan ang basic fixture ayon sa pipe fittings na hinangin, at piliin ang naaangkop na slips upang ang mga haba ng dalawang dulo ng butt joint ay humigit-kumulang pantay at dapat ay kasing-ikli hangga't maaari habang nagtatagpo. ang mga kinakailangan ng paggiling at pagpainit. Ang bahagi ng pipe sa labas ng frame ay naka-hold up gamit ang isang support frame, upang ang axis ng pipe ay nasa parehong taas ng gitnang linya ng frame, at pagkatapos ay fastened na may slips.
3.Pagputol: Ipasok ang milling cutter, pagkatapos ay dahan-dahang isara ang mga dulo ng welding ng dalawang tubo, at ilapat ang naaangkop na presyon hanggang lumitaw ang tuluy-tuloy na mga chips sa magkabilang dulo. Alisin ang presyon, maghintay ng ilang sandali, at pagkatapos ay lumabas sa movable frame. Ang kapal ng chip ay dapat na 0.5~1.0mm upang matiyak na ang mga dumi at mga layer ng oxide sa mga dulong mukha ng mga seksyon ng welded pipe ay pinutol, at ang dalawang butt joint na dulo ng mga mukha ay makinis at malinis.
4.Pag-align: Ang maling bahagi ng dalawang pares ng mga seksyon ng welded pipe ay dapat kasing maliit hangga't maaari. Kung ang maling bahagi ay malaki, ito ay magdudulot ng konsentrasyon ng stress, at ang maling bahagi ay hindi dapat lumampas sa 10% ng kapal ng pader.
5.Pag-init: Matapos maabot ng temperatura ng heating plate ang itinakdang halaga, ilagay ito sa rack at ilapat ang presyon hanggang ang minimum na curling edge sa magkabilang panig ay umabot sa tinukoy na lapad at ang presyon ay nabawasan sa tinukoy na halaga upang sumipsip ng init. Tiyakin na mayroong sapat na tunaw na materyal upang maghanda para sa magkaparehong pagsasabog ng mga molekula sa panahon ng pagtunaw at pag-dock.
6.Paglipat: Ang panahon mula sa pagtatapos ng pag-init hanggang sa simula ng fusion docking ay ang panahon ng paglipat. Upang matiyak ang kalidad ng fusion docking, mas maikli ang panahon ng paglipat, mas mabuti.
7.Natutunaw na butt joint: Ito ang susi sa hinang. Ang proseso ng fusion butt joint ay dapat palaging isinasagawa sa ilalim ng presyon ng pagkatunaw.
8.Paglamig: Dahil sa mahinang thermal conductivity ng mga plastik na materyales, ang bilis ng paglamig ay kaayon nang mabagal. Ang pag-urong ng weld material at ang pagbuo ng istraktura ay nagpapatuloy sa isang mabagal na bilis sa loob ng mahabang panahon. Samakatuwid, ang paglamig ng weld ay dapat isagawa sa ilalim ng isang tiyak na presyon.
|
Ang rack |
Sukat(cm) |
82*44*40 |
85*48*44 |
85*53*43 |
94*62*60 |
|
Timbang (KG) |
38 |
42 |
52 |
80 |
|
|
Haydroliko Sistema |
Sukat(cm) |
58*47*47 |
58*47*47 |
58*47*47 |
58*47*47 |
|
Timbang (KG) |
41.5 |
41.5 |
41.5 |
41.5 |
|
|
Cutter |
Sukat(cm) |
31*24*32 |
35*36*35 |
36*47*47 |
59*38*58 |
|
Timbang (KG) |
6 |
7 |
17.5 |
22 |
|
|
Heating plate |
Sukat(cm) |
37*5*35 |
37*5*40 |
44*5*47 |
44*5*53 |
|
Timbang (KG) |
3 |
3.8 |
5.5 |
7.8 |
|
|
Bucket |
Sukat(cm) |
30*18.5*42 |
33.5*18.5*46 |
39*28*56.5 |
48*28.5*56.5 |
|
Timbang (KG) |
1.5 |
2.1 |
2.6 |
3.5 |
|
|
tkabuuan ng timbang (KG) |
|
90 |
96.4 |
119.1 |
154.8 |
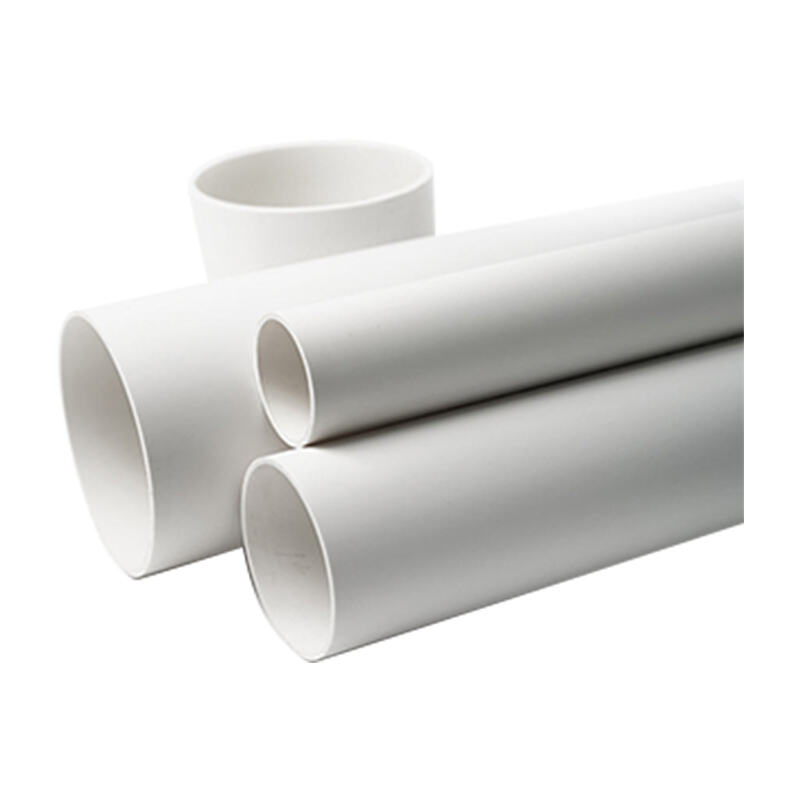
Ang mga makina ng pag-welding ng tubo ng HDPE
Ang HDPE Pipe Joint Welding Machine ay angkop para sa welding ng mga plastic pipe at fittings na gawa sa PE, PP, PVDF at maaaring gumana sa anumang kumplikadong kondisyon ng pagtatrabaho.
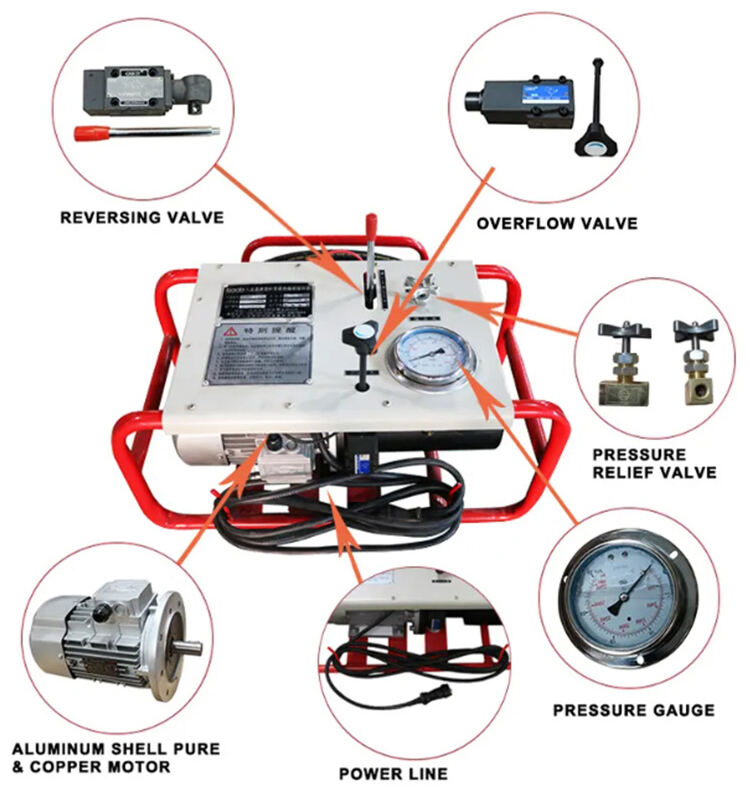
Ang mga makina ng pag-welding ng tubo ng HDPE Mga katangian:
1.Ang katawan ng makina ay nilagyan ng apat na pangunahing mga clamp na may ikatlong clamp na axally na inilipat at inayos.
2.Ang pinagsama-samang PTFE coated heating plate na may hiwalay na sistema ng kontrol ng temperatura.
3.Electric na pag-aayos ng mga gunting na may reversible double cutting edge blades.
4.Ang hydraulic unit ay nagbibigay ng welding machine na may compressing power.
5.Gawin ito ng magaan at mataas na lakas ng materyal; simpleng istraktura at madaling gamitin.
6.Ang mababang presyon sa pagsisimula ay nagtiyak ng maaasahang kalidad ng welding ng maliliit na tubo.
7.Ang hiwalay na dalawang-channel na timer ay nagpapakita ng oras sa mga yugto ng pag-iipon at paglamig.
8.Ang mataas na katumpakan at shockproof pressure meter ay nagpapahiwatig ng mas maliwanag na mga pagbabasa.
Mga makina ng pag-welding ng tubo ng PE iba pa mga pangalan: Ngunit Fusion Welding Machine, Hotmelt Welding Machine, Hydraulic butt fusion welding machine. Ang mga ito ay ang mga makina na nag-uutos ng mga ito. Hydraulic butt welding machine, HDPE butt fusion machine. Ang mga ito ay may mga mga mga mga mga mga mga mga bagay na hindi maaaring gawin. Mag-welding machine. Mga kagamitan sa pagsasama ng butas. RDH315 HDPE Pipe Joint Welding Machine, Pipe Jointing Welding Machine, Poly welding machine. Plastong tubo fusion welding machine.





Kami ay hindi lamang isang tagagawa ng produkto, ngunit isa ring tagapagbigay ng solusyon. Kung mayroon kang mga tanong o kahilingan sa panipi, tutulungan ka namin.