Informații de contact
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China



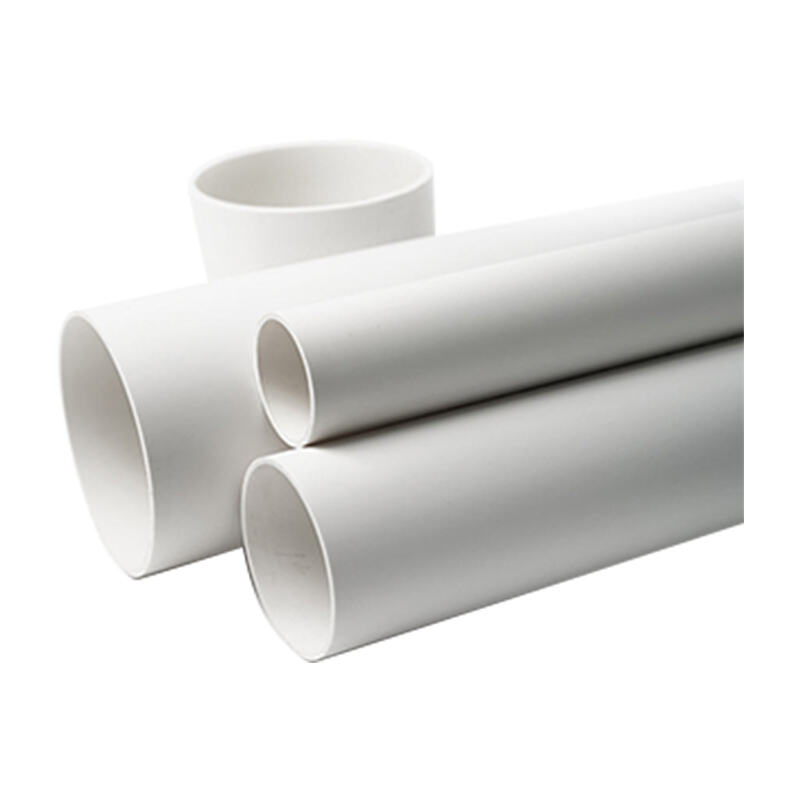
Mașini de sudare pentru tuburi și accesorii HDPE oferite de noi sunt utilizate în mod extensiv în diferite proiecte de construcție a rețelelor HDPE.
♦ Gama de sudură în mm: 63 mm-1200 mm
♦ Gama de sudură în inci: 2 inch -48 inch IPS
♦ Furnizarea de energie: 220v, 380v/ 50-60HZ
♦ MOQ 1 set
♦ Reduceri pentru comenzi în vrac
♦ Termeni de plată: T/T, West Union

OEM / ODM
Serviciu 7 *24 ore
Post-vânzare

Introducere
Parametru
Aplicarea
Mașina de sudură prin fuziune cu buton din HDPE este un instrument foarte eficient și fiabil utilizat pentru unirea țevilor din polietilenă cu densitate ridicată (HDPE). Acesta oferă mai multe caracteristici notabile care îl fac o alegere ideală pentru diferite aplicații.
1. Versatilitate: Mașina este proiectată pentru a fuziona țevi HDPE de diferite dimensiuni, variind de la diametre mici la mari.
2. Ușor de utilizat: Aparatul este ușor de utilizat, ceea ce îl face potrivit atât pentru profesioniștii cu experiență, cât și pentru începători. De obicei, include instrucțiuni clare și comenzi intuitive, asigurând o experiență de sudare fără probleme.
3. Durabilitate: Fabricat din materiale de înaltă calitate, mașina este construită pentru a rezista la condiții dure de lucru și la utilizare grea. Este rezistent la coroziune, uzură și rupere, asigurând performanțe de lungă durată și cerințe minime de întreținere.
4. Eficiență: Mașina de sudură cu fuziune cap la cap din HDPE oferă un proces de fuziune rapid și eficient. De obicei, are o capacitate mare de încălzire, permițând cicluri rapide de încălzire și răcire. Acest lucru reduce timpul total de sudare, crescând productivitatea pe șantier.
5. Siguranță: Mașina încorporează diverse caracteristici de siguranță pentru a proteja operatorul și a preveni accidentele. Acestea pot include sisteme automate de control al temperaturii și presiunii, butoane de oprire de urgență și dispozitive de blocare de siguranță.
6. Eficient din punct de vedere al costurilor: Prin furnizarea de îmbinări de fuziune fiabile și durabile, mașina ajută la reducerea nevoii de reparații și înlocuiri, ceea ce duce la economii de costuri în timp. În plus, eficiența și productivitatea sa contribuie la reducerea costurilor generale ale proiectului.

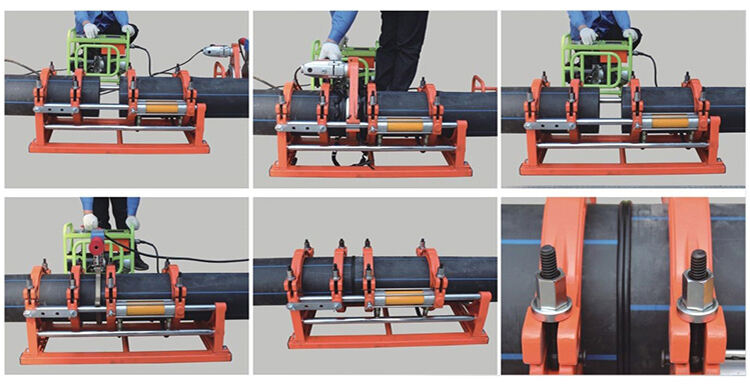
1.Pregătirea materialului: Țevile și fitingurile pentru țevi trebuie să fie asortate cu un diametru egal, reducând fitingurile cu coturi și tee în funcție de cerințele de construcție. Sudarea prin topire la cald ar trebui să utilizeze fitinguri de țevi de aceeași calitate și material. Sudarea între fitingurile de țevi de diferite grade și materiale cu performanțe similare trebuie testată mai întâi.
2.Prindeți țeava: Folosiți o cârpă curată pentru a îndepărta murdăria de pe capetele celor două țevi. Așezați țeava în slipurile de rack, înlocuiți elementul de bază în funcție de fitingurile de țeavă care trebuie sudate și selectați slipurile corespunzătoare, astfel încât lungimile celor două capete ale îmbinării cap la cap să fie aproximativ egale și să fie cât mai scurte posibil în timp ce se întâlnesc. cerinţele de frezare şi încălzire . Partea țevii din afara cadrului este susținută cu un cadru de susținere, astfel încât axa țevii să fie la aceeași înălțime cu linia centrală a cadrului și apoi fixată cu alunecări.
3.Tăiere: Introduceți freza, apoi închideți încet capetele de sudură ale celor două țevi și aplicați o presiune adecvată până când apar așchii continue la ambele capete. Îndepărtați presiunea, așteptați un moment, apoi ieșiți din cadrul mobil. Grosimea așchiilor ar trebui să fie de 0,5 ~ 1,0 mm pentru a se asigura că impuritățile și straturile de oxid de pe fețele de capăt ale secțiunilor de țeavă sudate sunt tăiate, iar cele două fețe de capăt ale îmbinării cap la cap sunt netede și curate.
4.Alinierea: Partea greșită a celor două perechi de secțiuni de țeavă sudate ar trebui să fie cât mai mică posibil. Dacă partea greșită este mare, va cauza concentrarea tensiunilor, iar partea greșită nu trebuie să depășească 10% din grosimea peretelui.
5.Încălzire: După ce temperatura plăcii de încălzire atinge valoarea setată, puneți-o în suport și aplicați presiune până când marginea minimă de ondulare de pe ambele părți atinge lățimea specificată și presiunea este redusă la valoarea specificată pentru a absorbi căldura. Asigurați-vă că există suficient material topit pentru a se pregăti pentru difuzia reciprocă a moleculelor în timpul topirii și andocării.
6.Comutare: perioada de la sfârșitul încălzirii până la începutul andocării prin fuziune este perioada de comutare. Pentru a asigura calitatea andocării prin fuziune, cu cât perioada de comutare este mai scurtă, cu atât mai bine.
7.Topirea îmbinării cap la cap: este cheia sudării. Procesul de fuziune cap la cap trebuie efectuat întotdeauna sub presiunea de topire.
8.Răcire: Din cauza conductivității termice slabe a materialelor plastice, viteza de răcire este în mod corespunzător lentă. Contracția materialului de sudură și formarea structurii au loc cu o viteză mică pe o perioadă lungă de timp. Prin urmare, răcirea sudurii trebuie efectuată sub o anumită presiune.
|
Cârlig |
mărime(cm) |
82*44*40 |
85*48*44 |
85*53*43 |
94*62*60 |
|
Greutate (kg) |
38 |
42 |
52 |
80 |
|
|
Hidraulic Sistem |
mărime(cm) |
58*47*47 |
58*47*47 |
58*47*47 |
58*47*47 |
|
Greutate (kg) |
41.5 |
41.5 |
41.5 |
41.5 |
|
|
tăietor |
mărime(cm) |
31*24*32 |
35*36*35 |
36*47*47 |
59*38*58 |
|
Greutate (kg) |
6 |
7 |
17.5 |
22 |
|
|
Placă de încălzire |
mărime(cm) |
37*5*35 |
37*5*40 |
44*5*47 |
44*5*53 |
|
Greutate (kg) |
3 |
3.8 |
5.5 |
7.8 |
|
|
Cârnă |
mărime(cm) |
30*18,5*42 |
33.5*18.5*46 |
39*28*56,5 |
48*28,5*56,5 |
|
Greutate (kg) |
1.5 |
2.1 |
2.6 |
3.5 |
|
|
tgreutate totală (kg) |
|
90 |
96.4 |
119.1 |
154.8 |
Mașină de sudură a țevilor HDPE Aplicație:
Mașina de sudare a țevilor HDPE este potrivită pentru sudarea țevilor și a accesoriilor din plastic fabricate din PE, PP, PVDF și poate fi operată în orice condiție de lucru complexă.
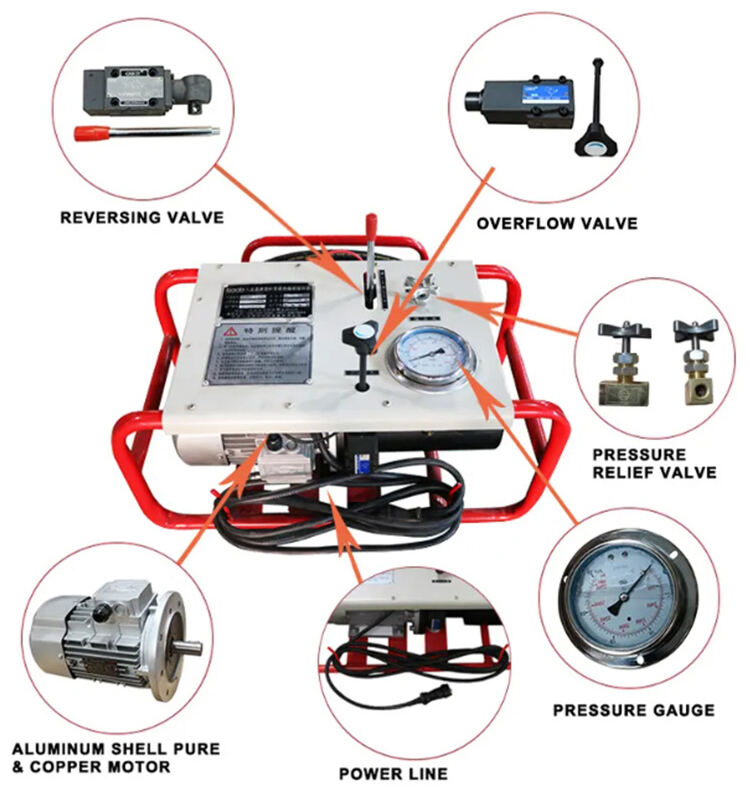
Mașină de sudură a țevilor HDPE Caracteristici:
1.Corpul mașinii este echipat cu patru cleme principale, a treia cleme fiind mișcată și reglată pe ax.
2.Placă de încălzire acoperită cu PTFE detașabilă cu sistem de control al temperaturii separat.
3.Mașină de tăiere electrică cu lame reversibile cu două tăieturi.
4.Unitatea hidraulică furnizează mașinii de sudură putere de compresie.
5.Să fie fabricat din materiale ușoare și de înaltă rezistență; structură simplă și ușor de operat.
6.O presiune de pornire scăzută asigură o calitate de sudură fiabilă a conductelor mici.
7.Un cronometru separat cu două canale indică timpul în fazele de înmuiere și răcire.
8.Un presiometru foarte precis şi rezistent la şocuri indică valori mai clare.
Mașini de sudură a țevilor PE nume: Dar mașina de sudură cu fuziune, mașina de sudură cu topire fierbinte, mașina de sudură hidraulică cu fuziune. Mașină hidraulică de sudură cu fund, mașină de fuziune cu fund HDPE. Mașină de sudură. Echipament de fuziune cu fund. RDH315 Mașină de sudură a țevilor HDPE, mașină de sudură a țevilor, mașină de sudură poli. Mașină de sudură cu fuziune de țevi din plastic.





Nu suntem doar un producător de produse, ci și un furnizor de soluții. Indiferent dacă aveți întrebări sau cereri de cotație, vă vom ajuta.