Informazzjoni ta' Kuntatt
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China



Id-dritturi ta' Żmien u ta' inkonnessjonijiet HDPE li nifforu huma mitħubba f’projetti differenti ta' konstruzzjoni tal-pipijiet HDPE.
♦ Il-medda tal-iwweldjar f'mm: 63mm-1200mm
♦ Ir-Rang ta'l-iwweldjar f' pulzier: 2 pulzier - 48 pulzier IPS
♦ Provvista ta'enerġija: 220v, 380v/ 50- 60HZ
♦ MOQ 1 sett
♦ Żvantaġġi għall-ordnijiet bl-ingrossa
♦ Termini ta' ħlas: T/T, West Union

OEM / ODM
Servizio 7*24 ore
Wara l-bejgħ

Introduzzjoni
Parametru
Applikazzjoni
Il-magna tal-iwweldjar tal-fużjoni tal-but HDPE hija għodda effiċjenti ħafna u affidabbli użata għall-għaqda ta' pajpijiet tal-Polyethylene ta' Densità Għolja (HDPE). Hija toffri diversi karatteristiċi notevoli li jagħmluha għażla ideali għal applikazzjonijiet varji.
1. Versatilità: Il-magna hija mfassla biex tgħaqqad pajpijiet HDPE ta 'daqsijiet differenti, li jvarjaw minn dijametri żgħar għal kbar.
2. Faċli għall-utent: Il-magna hija faċli biex topera, u tagħmilha adattata kemm għal professjonisti b'esperjenza kif ukoll għal dawk li jibdew. Tipikament jinkludi struzzjonijiet ċari u kontrolli intuwittivi, li jiżguraw esperjenza ta 'wweldjar mingħajr tbatija.
3. Durabilità: Magħmula minn materjali ta 'kwalità għolja, il-magna hija mibnija biex tiflaħ kundizzjonijiet ħarxa tax-xogħol u użu heavy-duty. Huwa reżistenti għall-korrużjoni, xedd u kedd, li jiżgura prestazzjoni fit-tul u rekwiżiti minimi ta 'manutenzjoni.
4. Effiċjenza: Il-magna tal-iwweldjar bil-fużjoni tal-butt HDPE toffri proċess ta 'fużjoni veloċi u effiċjenti. Tipikament għandu kapaċità ta 'tisħin għolja, li tippermetti ċikli ta' tisħin u tkessiħ ta 'malajr. Dan inaqqas il-ħin ġenerali tal-iwweldjar, u jżid il-produttività fuq il-post tax-xogħol.
5. Sigurtà: Il-magna tinkorpora diversi karatteristiċi ta 'sikurezza biex tipproteġi lill-operatur u tevita inċidenti. Dawn jistgħu jinkludu sistemi awtomatiċi ta 'kontroll tat-temperatura u pressjoni, buttuni ta' waqfien ta 'emerġenza, u interlocks tas-sigurtà.
6. Cost-effettiv: Billi tipprovdi ġonot ta 'fużjoni affidabbli u durabbli, il-magna tgħin biex tnaqqas il-ħtieġa għal tiswijiet u sostituzzjonijiet, li tirriżulta fi ffrankar ta' spejjeż maż-żmien. Barra minn hekk, l-effiċjenza u l-produttività tagħha jikkontribwixxu għat-tnaqqis ġenerali tal-ispiża tal-proġett.

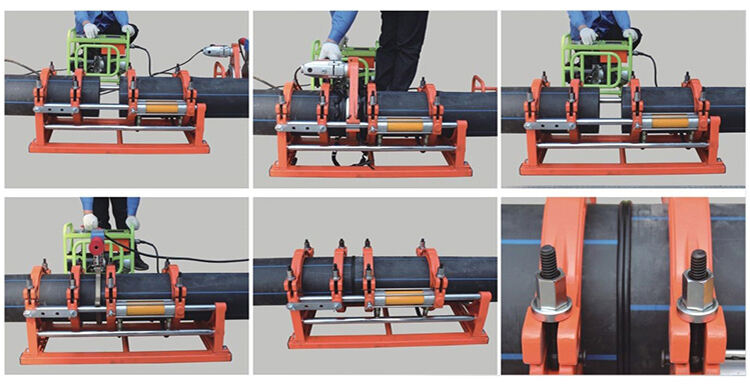
1.Preparazzjoni tal-materjal: Pajpijiet u fittings tal-pajpijiet għandhom ikunu mqabbla b'dijametru ugwali, li jnaqqas il-fittings tal-minkeb u tat-tee skont ir-rekwiżiti tal-kostruzzjoni. L-iwweldjar bis-sħana għandu juża fittings tal-pajpijiet tal-istess grad u materjal. L-ewwel għandu jiġi ttestjat l-iwweldjar bejn fittings tal-pajpijiet ta 'gradi differenti u materjali b'rendiment simili.
2.Ikklampja l-pajp: Uża drapp nadif biex tneħħi l-ħmieġ fuq it-truf taż-żewġ pajpijiet. Poġġi l-pajp fl-ixtilliera slips, ibdel l-apparat bażiku skond il-fittings tal-pajpijiet li għandhom jiġu wweldjati, u agħżel il-slips xierqa sabiex it-tul taż-żewġt itruf tal-butt joint ikunu bejn wieħed u ieħor ugwali u għandhom ikunu qosra kemm jista 'jkun waqt li jiltaqgħu ir-rekwiżiti tat-tħin u t-tisħin. Il-parti tal-pajp barra l-qafas hija miżmuma b'qafas ta 'appoġġ, sabiex l-assi tal-pajp ikun fl-istess għoli bħall-linja taċ-ċentru tal-qafas, u mbagħad imwaħħal bi slips.
3.Qtugħ: Daħħal it-tħin tat-tħin, imbagħad agħlaq bil-mod it-truf tal-welding taż-żewġ pajpijiet, u applika pressjoni xierqa sakemm jidhru ċipep kontinwi fuq iż-żewġt itruf. Neħħi l-pressjoni, stenna ftit, u mbagħad toħroġ mill-qafas mobbli. Il-ħxuna taċ-ċippa għandha tkun 0.5~1.0mm biex tiżgura li l-impuritajiet u s-saffi ta 'ossidu fuq l-uċuħ tat-tarf tas-sezzjonijiet tal-pajpijiet iwweldjati jinqatgħu, u ż-żewġ uċuħ tat-tarf tal-ġonta tal-butt huma lixxi u nodfa.
4.Allinjament: In-naħa ħażina taż-żewġ pari ta 'sezzjonijiet tal-pajpijiet iwweldjati għandha tkun żgħira kemm jista' jkun. Jekk in-naħa ħażina hija kbira, tikkawża konċentrazzjoni ta 'stress, u n-naħa ħażina m'għandhiex taqbeż l-10% tal-ħxuna tal-ħajt.
5.Tisħin: Wara li t-temperatura tal-pjanċa tat-tisħin tilħaq il-valur stabbilit, poġġiha fir-rack u applika pressjoni sakemm it-tarf minimu tal-ħdejjed fuq iż-żewġ naħat jilħaq il-wisa 'speċifikat u l-pressjoni titnaqqas għall-valur speċifikat biex tassorbi s-sħana. Żgura li jkun hemm biżżejjed materjal imdewweb biex tipprepara għad-diffużjoni reċiproka tal-molekuli waqt it-tidwib u l-docking.
6.Qlib: Il-perjodu mit-tmiem tat-tisħin sal-bidu tad-docking tal-fużjoni huwa l-perjodu tal-bidla. Biex tiġi żgurata l-kwalità tad-docking tal-fużjoni, iktar ma jkun iqsar il-perjodu tal-bidla, aħjar.
7.Butt joint tat-tidwib: Hija ċ-ċavetta għall-iwweldjar. Il-proċess tal-ġonta tal-butt tal-fużjoni għandu dejjem jitwettaq taħt il-pressjoni tat-tidwib.
8.Tkessiħ: Minħabba l-konduttività termali fqira tal-materjali tal-plastik, ir-rata tat-tkessiħ hija bil-mod korrispondenti. It-tnaqqis tal-materjal tal-weldjatura u l-formazzjoni tal-istruttura jipproċedu b'veloċità bil-mod fuq perjodu twil ta 'żmien. Għalhekk, it-tkessiħ tal-weldjatura għandu jitwettaq taħt ċertu pressjoni.
|
Rack |
id-daqs ((cm) |
82*44*40 |
85*48*44 |
85*53*43 |
94*62*60 |
|
Pesa (KG) |
38 |
42 |
52 |
80 |
|
|
Magni tal-ibbrejkjar Sistema |
id-daqs ((cm) |
58*47*47 |
58*47*47 |
58*47*47 |
58*47*47 |
|
Pesa (KG) |
41.5 |
41.5 |
41.5 |
41.5 |
|
|
Kuttjar |
id-daqs ((cm) |
31*24*32 |
35*36*35 |
36*47*47 |
59*38*58 |
|
Pesa (KG) |
6 |
7 |
17.5 |
22 |
|
|
Platt tas-sħana |
id-daqs ((cm) |
37*5*35 |
37*5*40 |
44*5*47 |
44*5*53 |
|
Pesa (KG) |
3 |
3.8 |
5.5 |
7.8 |
|
|
Botti |
id-daqs ((cm) |
30*18.5*42 |
33.5*18.5*46 |
39*28*56.5 |
48*28.5*56.5 |
|
Pesa (KG) |
1.5 |
2.1 |
2.6 |
3.5 |
|
|
Tpiż totali (kg) |
|
90 |
96.4 |
119.1 |
154.8 |
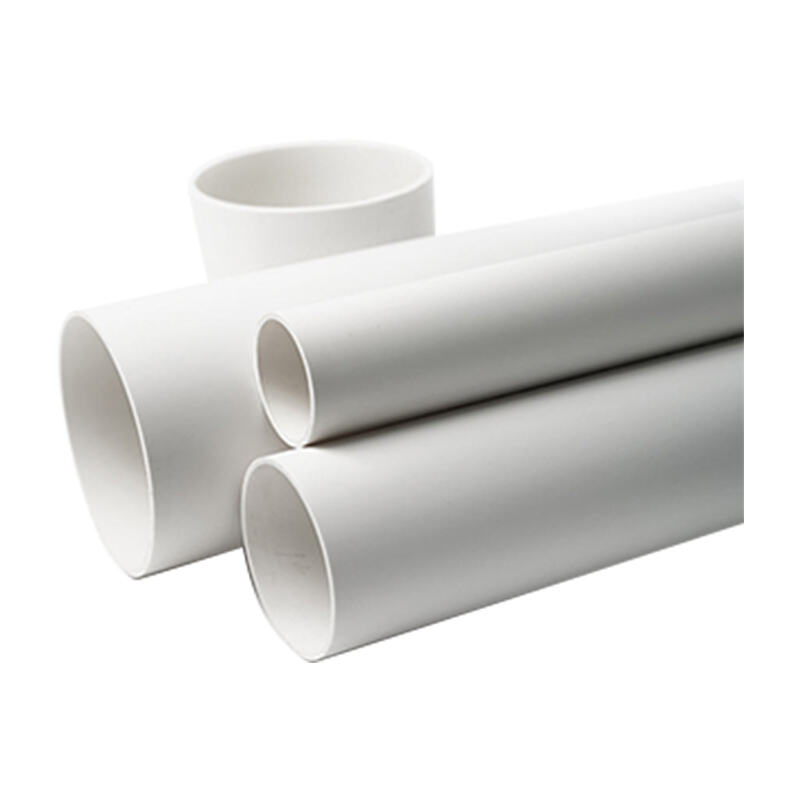
Magni tal-iwweldjar tal-pajpijiet HDPE Applikazzjoni:
Il-magna tal-iwweldjar konġunta tal-pajpijiet HDPE hija adattata għall-iwweldjar ta' pajpijiet tal-plastik u fittings magħmula minn PE, PP, PVDF u tista' titħaddem fi kwalunkwe kundizzjoni ta' xogħol kumplessa.
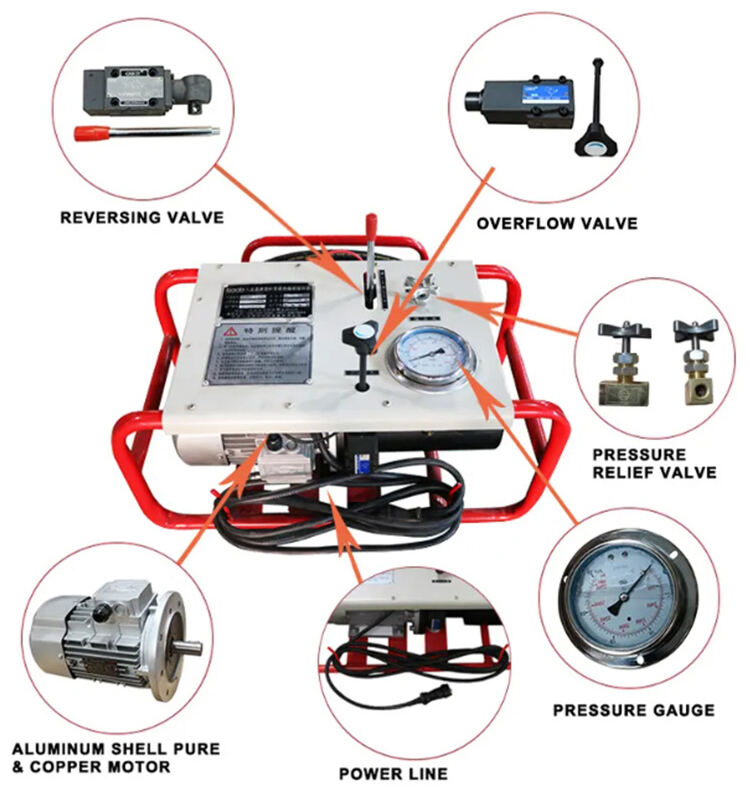
Magni tal-iwweldjar tal-pajpijiet HDPE Karatteristiċi:
1.Il-korp tal-magna huwa mgħammar b'erba' klempi prinċipali bit-tielet klemp imċaqlaq u aġġustat b'mod assijali.
2.Platt tas-sħana miksija b'PTFE li jista' jitneħħa b'sistema separata ta' kontroll tat-temperatura.
3.Magni tal-kejl tal-ħadid
4.L-unità idrawlika tipprovdi lill-magna tal-iwweldjar bil-qawwa tal-kompressjoni.
5.Għandu jkun magħmul minn materjal ħafif u b'qawwa għolja; struttura sempliċi u faċli biex jitħaddem.
6.Pressjoni baxxa tal-bidu tiżgura kwalità affidabbli tal-iwweldjar ta' pajpijiet żgħar.
7.Timer separat b'żewġ kanali juri l-ħin fil-fażijiet ta' tnixxil u tkessiħ.
8.Pressometru preċiż ħafna u li ma jfixkelx l- xokk jindika readings aktar ċari.
Magni tal-iwweldjar tal-pajpijiet tal-PE oħrajn ismijiet: Imma Fusion Welding Machine, Hotmelt Welding Machine, Hydraulic butt fusion welding machine. Il-magna tal-iwweldjar hija l-magna tal-iwweldjar tal-fjużjoni. Magni tal-iwweldjar idrawliku tal-butt, magna tal-fużjoni tal-butt tal-HDPE. Magni tal-iwweldjar. Tagħmir ta' fużjoni tal-butt. RDH315 Magni tal-iwweldjar tal-pajpijiet HDPE, Magni tal-iwweldjar tal-pajpijiet, Magni tal-iwweldjar tal-poli. Magni tal-iwweldjar tal-fużjoni tal-pajpijiet tal-plastik.





Aħna mhux biss manifattur tal-prodott, iżda wkoll fornitur ta 'soluzzjoni. Kemm jekk għandek mistoqsijiet jew talbiet għal kwotazzjoni, aħna ngħinuk.