Informacije za kontakt
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China



Mašinerija za svarenje HDPE cijevi i spojki koje nudimo široko se koriste u različitim projektima građevinarstva HDPE cijevi.
♦ Raspon zavarivanja u mm: 63mm-1200mm
♦ Raspon zavarivanja u inčima: 2 inča -48 inča IPS
♦ Pružanje energije: 220v, 380v/ 50-60HZ
♦ MOQ 1 set
♦ popusti za narudžbe u velikoj količini
♦ Uvjeti plaćanja: T/T, West Union

OEM / ODM
7 *24-satnog servisa
Postprodaja

Uvod
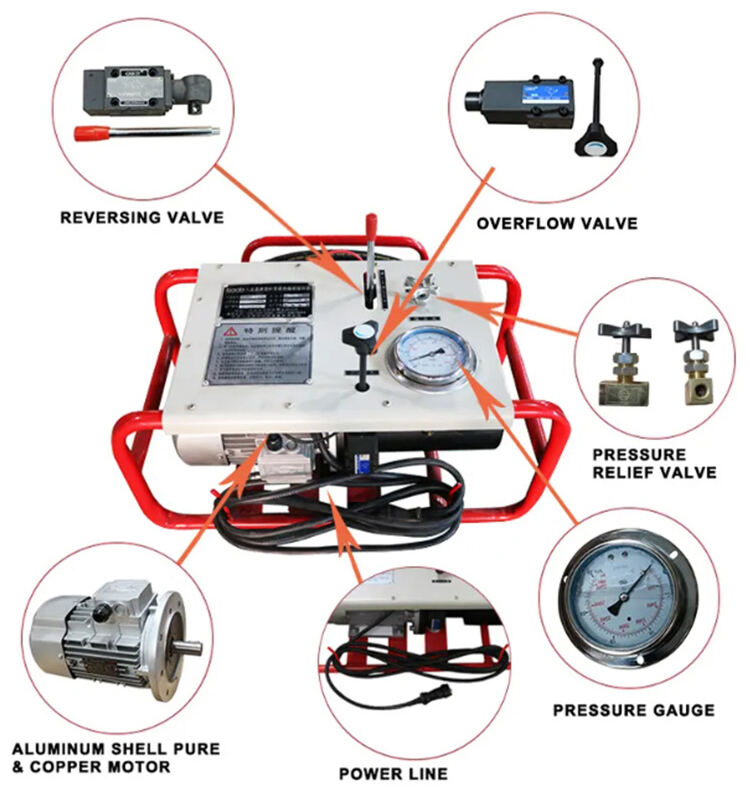
Uređaj za upravljanje
Uvođenje
U skladu s člankom 3. stavkom 1. točkom (a) Uredbe (EZ) br. 1225/2009 Komisija je odlučila da se upotrijebi metoda za spajanje s polietilenskim cijevi. Ima nekoliko značajnih značajki koje ga čine idealnim izborom za različite primjene.
1. Svestranost: Stroj je dizajniran za spajanje HDPE cijevi različitih veličina, u rasponu od malih do velikih promjera.
2. Jednostavan za korištenje: strojem je jednostavno rukovati, što ga čini prikladnim i za iskusne profesionalce i za početnike. Obično uključuje jasne upute i intuitivne kontrole, osiguravajući iskustvo zavarivanja bez muke.
3. Izdržljivost: Izrađen od visokokvalitetnih materijala, stroj je izgrađen da izdrži teške radne uvjete i upotrebu u teškim uvjetima. Otporan je na koroziju, habanje i habanje, osiguravajući dugotrajnu izvedbu i minimalne zahtjeve za održavanjem.
4. Učinkovitost: HDPE stroj za sučeono zavarivanje nudi brz i učinkovit proces taljenja. Obično ima visok kapacitet grijanja, što omogućuje brze cikluse grijanja i hlađenja. Ovo smanjuje ukupno vrijeme zavarivanja, povećavajući produktivnost na gradilištu.
5. Sigurnost: Stroj uključuje različite sigurnosne značajke za zaštitu operatera i sprječavanje nezgoda. Oni mogu uključivati sustave za automatsku kontrolu temperature i tlaka, gumbe za hitno zaustavljanje i sigurnosne blokade.
6. Ekonomičan: Omogućujući pouzdane i izdržljive fuzijske spojeve, stroj pomaže smanjiti potrebu za popravcima i zamjenama, što rezultira uštedom troškova tijekom vremena. Dodatno, njegova učinkovitost i produktivnost doprinose ukupnom smanjenju troškova projekta.

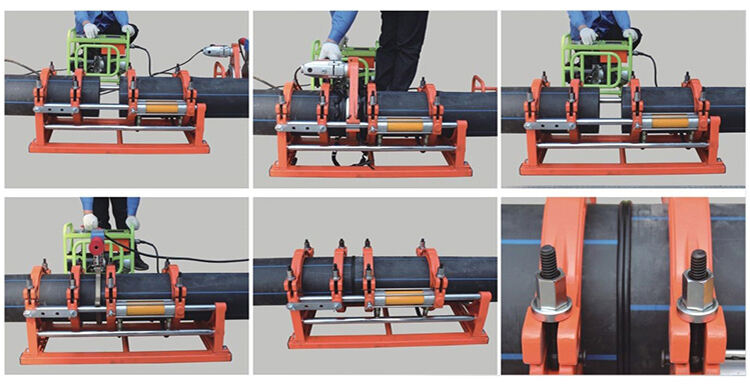
1.Priprema materijala: Cijevi i cijevni priključci trebaju biti usklađeni s jednakim promjerom, smanjujući koljena i T-priključke prema zahtjevima konstrukcije. Zavarivanje toplim taljenjem treba koristiti cijevne priključke iste kvalitete i materijala. Prvo treba ispitati zavarivanje između cijevnih priključaka različitih razreda i materijala sličnih svojstava.
2.Stegnite cijev: čistom krpom uklonite prljavštinu s krajeva dviju cijevi. Stavite cijev u stalak, zamijenite osnovno učvršćenje u skladu s cijevnim priključcima koje treba zavariti i odaberite odgovarajuće spojnice tako da duljine dvaju krajeva sučeonog spoja budu približno jednake i trebaju biti što kraće dok se spajaju zahtjevi mljevenja i grijanja. Dio cijevi izvan okvira pridržava se potpornim okvirom, tako da os cijevi bude u istoj visini kao i središnja linija okvira, a zatim se učvršćuje naponkama.
3.Rezanje: Umetnite glodalo, zatim polako zatvorite zavarene krajeve dviju cijevi i primjenite odgovarajući pritisak dok se na oba kraja ne pojave kontinuirani strugoti. Uklonite pritisak, pričekajte trenutak, a zatim izađite iz pomičnog okvira. Debljina strugotine treba biti 0,5~1,0 mm kako bi se osiguralo da su nečistoće i slojevi oksida na krajevima zavarenih dijelova cijevi izrezani, a da su dva čeona spojna čeona lica glatka i čista.
4.Poravnanje: Pogrešna strana dva para zavarenih dijelova cijevi treba biti što manja. Ako je pogrešna strana velika, uzrokovat će koncentraciju naprezanja, a pogrešna strana ne smije prelaziti 10% debljine stijenke.
5.Grijanje: Nakon što temperatura grijaće ploče dosegne zadanu vrijednost, stavite je u stalak i pritiskajte sve dok minimalni rub kovrčavih rubova s obje strane ne dosegne zadanu širinu i pritisak se smanji na zadanu vrijednost da apsorbira toplinu. Osigurajte dovoljno rastaljenog materijala za pripremu za međusobnu difuziju molekula tijekom taljenja i spajanja.
6.Prebacivanje: Razdoblje od kraja zagrijavanja do početka spajanja fuzije je razdoblje prebacivanja. Kako bi se osigurala kvaliteta spajanja fuzije, što je kraće razdoblje prebacivanja, to bolje.
7.Taljivi sučeoni spoj: To je ključ zavarivanja. Postupak fuzije sučeonog spoja treba uvijek izvoditi pod tlakom taljenja.
8.Hlađenje: Zbog loše toplinske vodljivosti plastičnih materijala, brzina hlađenja je odgovarajuće spora. Skupljanje materijala za zavarivanje i formiranje strukture odvija se sporom brzinom tijekom dugog vremenskog razdoblja. Zbog toga se hlađenje zavara mora provoditi pod određenim pritiskom.
|
Složeni |
veličina(cm) |
82*44*40 |
85*48*44 |
85*53*43 |
94*62*60 |
|
Težina (KG) |
38 |
42 |
52 |
80 |
|
|
Hidraulično Sustav |
veličina(cm) |
58*47*47 |
58*47*47 |
58*47*47 |
58*47*47 |
|
Težina (KG) |
41.5 |
41.5 |
41.5 |
41.5 |
|
|
rezač |
veličina(cm) |
31*24*32 |
35*36*35 |
36*47*47 |
59*38*58 |
|
Težina (KG) |
6 |
7 |
17.5 |
22 |
|
|
S druge strane, |
veličina(cm) |
37*5*35 |
37*5*40 |
44*5*47 |
44*5*53 |
|
Težina (KG) |
3 |
3.8 |
5.5 |
7.8 |
|
|
Bakva |
veličina(cm) |
30*18,5*42 |
33.5*18.5*46 |
39*28*56.5 |
48*28,5*56,5 |
|
Težina (KG) |
1.5 |
2.1 |
2.6 |
3.5 |
|
|
Tukupna težina (kg) |
|
90 |
96.4 |
119.1 |
154.8 |
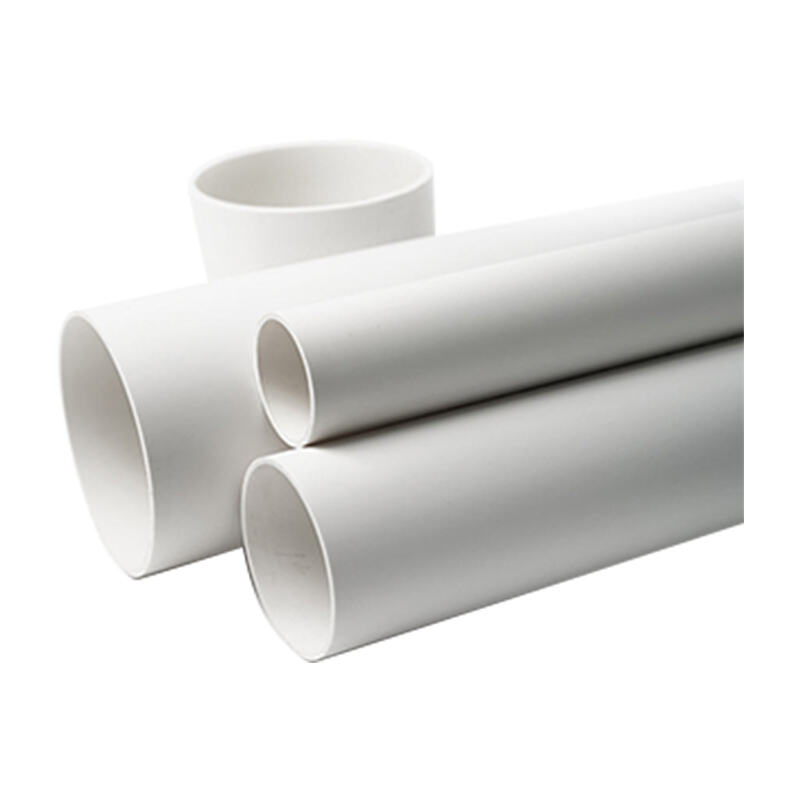
Uređaj za spajanje cijevi iz HDPE-a
U skladu s člankom 3. stavkom 2. stavkom 3. ovog Pravilnika, proizvođač može upotrebljavati proizvod za proizvodnju električne energije u skladu s člankom 3. stavkom 3.
Svađač cijevi za HDPE Karakteristike:
1.U slučaju da se u slučaju pojave motora ne primjenjuje presjek, to znači da se ne može koristiti za otvaranje motora.
2.Smanjivi PTFE premazani grijački pločak s zasebnim sustavom kontrole temperature.
3.Električni rezač sa reverzibilnim dvostrukom rezanjem.
4.U slučaju da se u slučaju izbijanja izloženosti ne primijenjuje dodatna snaga, to znači da se ne primjenjuje dodatna snaga.
5.Napravljen od laganog i izuzetno čvrstog materijala; jednostavna struktura i lako upravljanje.
6.Niski početni tlak osigurava pouzdan kvalitet zavarivanja malih cijevi.
7.U slučaju da je to moguće, mora se provjeriti da li je to moguće.
8.Visokokvalitetni i otporni na udare mjerilici tlaka daju jasnije podatke.
Svađači za PE cijevi imena: Ali mašina za varenje fuzijom, mašina za varenje toplom, hidraulička mašina za varenje fuzijom. Hidraulička mašina za zavarivanje, HDPE mašina za fuziju. Zavarivač. -Uređaje za fuziju guzica. RDH315 HDPE mašina za spajanje cijevi, mašina za spajanje cijevi, polipavarila. Plastična cijevna mašina za spajanje.





Mi nismo samo proizvođač proizvoda, već i pružatelj rješenja. Bilo da imate pitanja ili zahtjeva za ponudu, pomoći ćemo vam.