Yhteystiedot
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China



Meiltä saatavilla olevat HDPE-putken ja -liitteen varsinkoneet käytetään laajalti erilaisten HDPE-putkisto-rakennusprojektien yhteydessä.
♦ Hitsausalue mm: 63 mm-1200 mm
♦ Hitsausalue tuuman mukaan: 2 tuumaa - 48 tuumaa IPS
♦ Sähkötulo: 220v, 380v/ 50-60HZ
♦ MOQ 1 sarja
♦ alennukset suurten tilausten osalta
♦ Maksuajat: T/T, West Union

OEM / ODM
7 *24-tuntinen palvelu
Jälkimyynti

Johdanto
Parametri
Käyttötarkoitus
HDPE-pullokuituskennusvahdinta on erittäin tehokas ja luotettava työkalu, jota käytetään korkean tiheyden polyetyyleeniputkien (HDPE) liittämisessä. Se tarjoaa useita merkittäviä ominaisuuksia, jotka tekevät siitä ihanteellisen valinnan erilaisiin sovelluksiin.
1. Monipuolisuus: Kone on suunniteltu sulattamaan erikokoisia HDPE-putkia halkaisijaltaan pienistä suuriin.
2. Käyttäjäystävällinen: Konetta on helppo käyttää, joten se sopii sekä kokeneille ammattilaisille että aloittelijoille. Se sisältää tavallisesti selkeät ohjeet ja intuitiiviset ohjaimet, mikä takaa vaivattoman hitsauskokemuksen.
3. Kestävyys: Valmistettu korkealaatuisista materiaaleista, kone on rakennettu kestämään ankaria työolosuhteita ja kovaa käyttöä. Se kestää korroosiota, kulumista ja repeytymistä, mikä takaa pitkän käyttöiän ja vähäiset huoltovaatimukset.
4. Tehokkuus: HDPE-pääsulatuskone tarjoaa nopean ja tehokkaan sulatusprosessin. Sillä on tyypillisesti korkea lämmitysteho, mikä mahdollistaa nopeat lämmitys- ja jäähdytysjaksot. Tämä lyhentää hitsausaikaa ja lisää tuottavuutta työmaalla.
5. Turvallisuus: Koneessa on useita turvaominaisuuksia, jotka suojaavat käyttäjää ja estävät onnettomuuksia. Näitä voivat olla automaattiset lämpötilan ja paineen ohjausjärjestelmät, hätäpysäytyspainikkeet ja turvalukitus.
6. Kustannustehokas: Luotettavien ja kestävien fuusioliitosten ansiosta kone auttaa vähentämään korjausten ja vaihtojen tarvetta, mikä johtaa kustannussäästöihin ajan mittaan. Lisäksi sen tehokkuus ja tuottavuus auttavat vähentämään kokonaiskustannuksia.

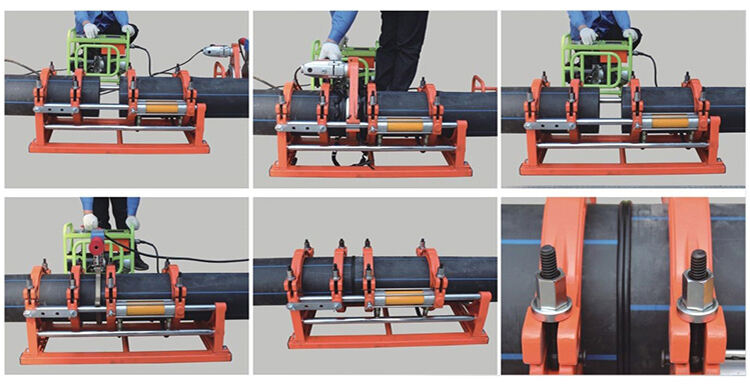
1.Materiaalin valmistelu: Putket ja putkenosat tulee sovittaa halkaisijaltaan yhtäläisiksi, jolloin kulma- ja T-liittimet pienennetään rakennusvaatimusten mukaisesti. Kuumasulatehitsauksessa tulee käyttää samaa laatua ja samaa materiaalia olevia putkiliittimiä. Ensin tulee testata hitsaus eri laatuisten ja samanlaatuisten putkien liitososien välillä.
2.Kiinnitä putki: Käytä puhdasta liinaa poistaaksesi lika kahden putken päistä. Aseta putki telinehyllyihin, vaihda peruskiinnike hitsattavien putkiliitosten mukaan ja valitse sopivat liuskat siten, että päittäisliitoksen kahden pään pituudet ovat suunnilleen yhtä suuret ja mahdollisimman lyhyitä. jyrsinnän ja lämmityksen vaatimukset. Rungon ulkopuolinen putken osa pidetään kannatinrungolla niin, että putken akseli on samalla korkeudella rungon keskilinjan kanssa, ja kiinnitetään sitten liuskoilla.
3.Leikkaaminen: Aseta jyrsin paikoilleen, sulje sitten hitaasti kahden putken hitsauspäät ja paina sopivaa painetta, kunnes molempiin päihin tulee jatkuvia lastuja. Poista paine, odota hetki ja poistu sitten liikkuvasta kehyksestä. Lastun paksuuden tulee olla 0,5–1,0 mm, jotta varmistetaan, että hitsattujen putkiosien päätypintojen epäpuhtaudet ja oksidikerrokset leikataan ja kaksi päittäisliitoksen päätypintaa ovat sileät ja puhtaat.
4.Kohdistus: Kahden hitsatun putkiosuuden väärän puolen tulee olla mahdollisimman pieni. Jos väärä puoli on suuri, se aiheuttaa jännityskeskittymän, eikä väärä puoli saa ylittää 10 % seinämän paksuudesta.
5.Lämmitys: Kun lämmityslevyn lämpötila on saavuttanut asetetun arvon, aseta se telineeseen ja paina, kunnes molemmilla puolilla oleva minimikäpristyreuna saavuttaa määritellyn leveyden ja paine laskee määritettyyn arvoon lämmön imemiseksi. Varmista, että sulaa materiaalia on riittävästi valmistautuaksesi molekyylien keskinäiseen diffuusioon sulatuksen ja telakoinnin aikana.
6.Kytkentä: Aikajakso lämmityksen päättymisestä fuusiotelakoinnin alkuun on kytkentäjakso. Fuusiotelakan laadun varmistamiseksi mitä lyhyempi kytkentäjakso on, sitä parempi.
7.Sulava päittäisliitos: Se on avain hitsaukseen. Sulattava päittäisliitosprosessi tulee aina suorittaa sulatuspaineen alaisena.
8.Jäähdytys: Muovimateriaalien huonosta lämmönjohtavuudesta johtuen jäähdytysnopeus on vastaavasti hidas. Hitsausmateriaalin kutistuminen ja rakenteen muodostuminen etenevät hitaasti pitkän ajan kuluessa. Siksi hitsin jäähdytys on suoritettava tietyssä paineessa.
|
Pöytä |
koko(cm) |
82*44*40 |
85*48*44 |
85*53*43 |
94*62*60 |
|
Paino (kg) |
38 |
42 |
52 |
80 |
|
|
Hydraulinen Järjestelmä |
koko(cm) |
58*47*47 |
58*47*47 |
58*47*47 |
58*47*47 |
|
Paino (kg) |
41.5 |
41.5 |
41.5 |
41.5 |
|
|
leikkuri |
koko(cm) |
31*24*32 |
35*36*35 |
36*47*47 |
59*38*58 |
|
Paino (kg) |
6 |
7 |
17.5 |
22 |
|
|
Lämmityslevy |
koko(cm) |
37*5*35 |
37*5*40 |
44*5*47 |
44*5*53 |
|
Paino (kg) |
3 |
3.8 |
5.5 |
7.8 |
|
|
Pullot |
koko(cm) |
30*18,5*42 |
33,5*18,5*46 |
39*28*56,5 |
48*28,5*56,5 |
|
Paino (kg) |
1.5 |
2.1 |
2.6 |
3.5 |
|
|
tkokonaispaino (kg) |
|
90 |
96.4 |
119.1 |
154.8 |
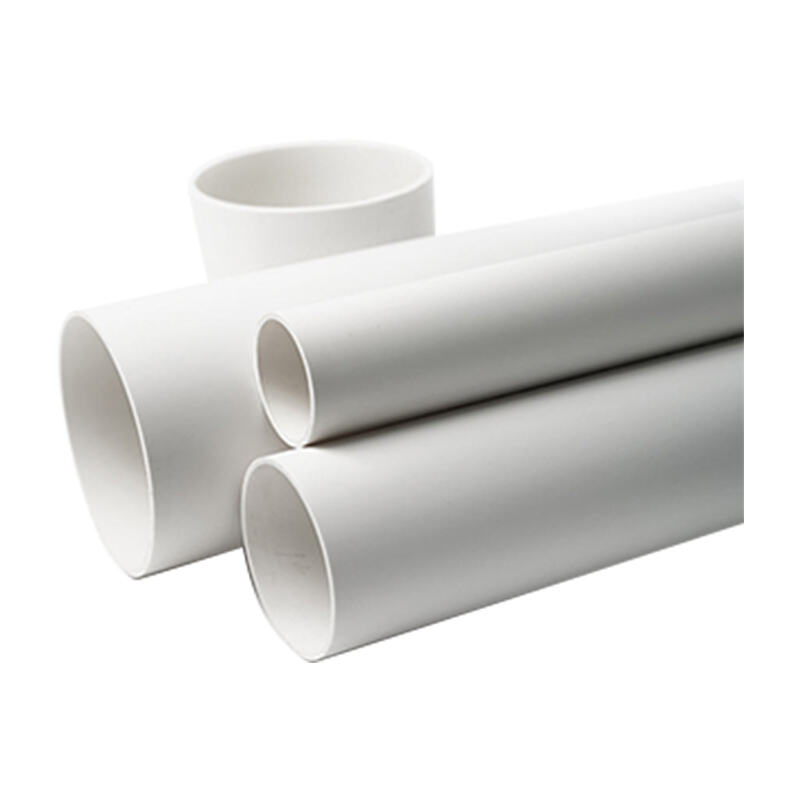
HDPE-putken hitsutuskone Sovellus:
HDPE-putken liitoshitsauslaite soveltuu PE, PP, PVDF:stä valmistettujen muoviputkien ja kiinnityslaitteiden hitsastamiseen ja sitä voidaan käyttää kaikissa monimutkaisissa työolosuhteissa.
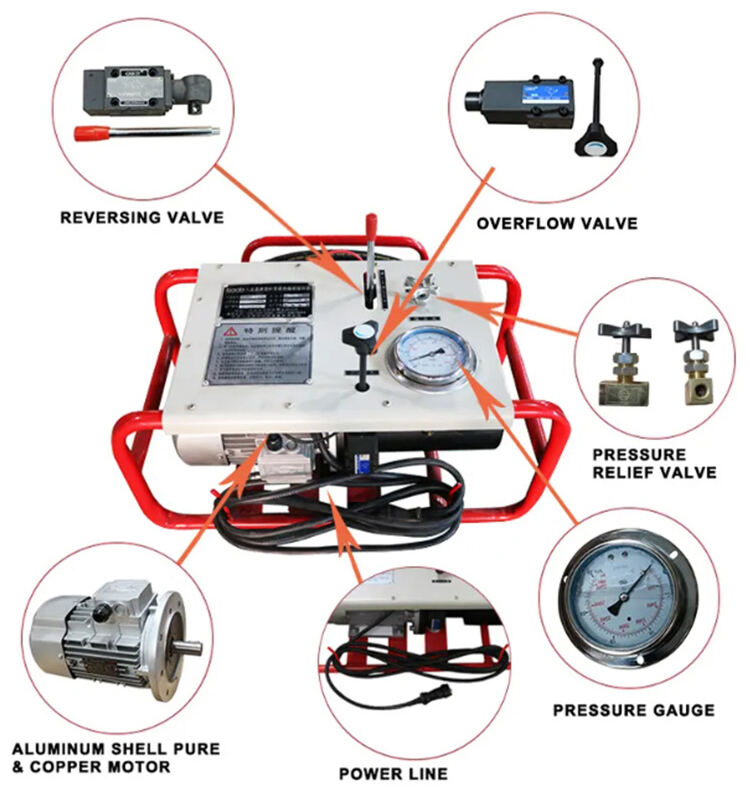
HDPE-putken hitsutuskone
1.Koneen korpus on varustettu neljällä päälisällä, joista kolmas liikutetaan ja asetetaan akseliaan.
2.PTFE-päällysteinen lämmityslevytys, joka voidaan poistaa ja jossa on erillinen lämpötilan säätöjärjestelmä.
3.Sähköinen hiomakone, jossa on käänteiset kaksoisleikkausleivät.
4.Hydraulinen yksikkö antaa hitsauslaitteelle puristusteho.
5.Valmistettu kevyestä ja vahvasta materiaalista; yksinkertainen rakenne ja helppokäyttöinen.
6.Pienillä putkilla voidaan varmistaa luotettava hitsauslaatu.
7.Kaksikanavainen mittauslaite näyttää aikaa kastelu- ja jäähdytysvaiheessa.
8.Korkeasti tarkka ja iskuvarma painemittari osoittaa selkeämmät lukemat.
PE-putkien hitsauslaite muut nimet: Mutta fuusiovyömasina, kuumuusvyömasina, hydraulinen perän fuusiovyömasina. Hydraulinen perän hitsutuskone, HDPE-perän fuusiokone. Hitsauslaite. Perseen fuusiolaitteisto. RDH315 HDPE-putken liitoshitsauslaite, putken liitoshitsauslaite, polyhitsauslaite. Muoviputken sulamiskone.





Emme ole vain tuotteiden valmistaja, vaan myös ratkaisutoimittaja. Olipa sinulla kysyttävää tai tarjouspyyntöjä, autamme sinua.