КОНТАКТНА ИНФО
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China
16-513, North Fangcheng District 2, Southwest Corner of the Intersection of Miyun Road and Huanghe Road, Nankai District, Tianjin, China



Уреди за сваряване на HDPE тръби и фитингове, предлагани от нас, се използват широко в различни проекти за строителство на HDPE тръбопроводи.
♦ Обхват на заваряване в мм: 63 mm-1200 mm
♦ Заваръчен обхват в инча: 2 - 48 инча IPS
♦ Използване на електричество: 220V, 380V/ 50- 60HZ
♦ MOQ 1 комплект
♦ Скидки за поръчки на едро
♦ Условия за плащане: T/T, West Union

OEM / ODM
7 *24-часова услуга
Следпродажбени услуги

Въведение
Параметър
Прилагане
Машината за сварка с синтезирана сплитка от HDPE е високоефективен и надежден инструмент, използван за смесване на тръби от полиетилен с висока плътност (HDPE). Той предлага няколко забележителни характеристики, които го правят идеален избор за различни приложения.
1. Гъвкавост: Машината е проектирана да слепва HDPE тръби с различни размери, вариращи от малки до големи диаметри.
2. Удобен за потребителя: Машината е лесна за работа, което я прави подходяща както за опитни професионалисти, така и за начинаещи. Обикновено включва ясни инструкции и интуитивен контрол, осигуряващ безпроблемно изживяване при заваряване.
3. Издръжливост: Изработена от висококачествени материали, машината е създадена да издържа на тежки условия на работа и тежка употреба. Той е устойчив на корозия, износване и разкъсване, осигурявайки дълготрайна работа и минимални изисквания за поддръжка.
4. Ефективност: HDPE машината за челно заваряване предлага бърз и ефективен процес на заваряване. Обикновено има висок капацитет на нагряване, което позволява бързи цикли на нагряване и охлаждане. Това намалява общото време за заваряване, увеличавайки производителността на работната площадка.
5. Безопасност: Машината включва различни функции за безопасност за защита на оператора и предотвратяване на инциденти. Те могат да включват автоматични системи за контрол на температурата и налягането, бутони за аварийно спиране и блокировки за безопасност.
6. Рентабилен: Чрез осигуряване на надеждни и издръжливи фуги, машината помага за намаляване на нуждата от ремонти и замени, което води до спестяване на разходи във времето. Освен това неговата ефективност и производителност допринасят за цялостното намаляване на разходите по проекта.

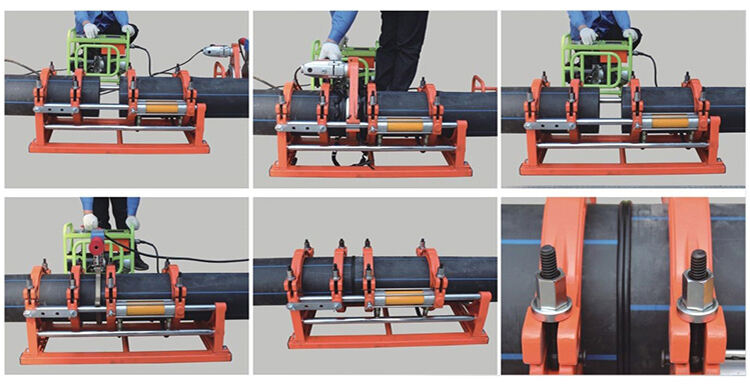
1.Подготовка на материала: Тръбите и тръбните фитинги трябва да бъдат съчетани с еднакъв диаметър, намалявайки коляното и тройниците според изискванията на конструкцията. При заваряване с горещо топене трябва да се използват тръбни фитинги от същия клас и материал. Първо трябва да се тества заваряването между тръбни фитинги от различни степени и материали с подобни характеристики.
2.Затегнете тръбата със скоба: Използвайте чиста кърпа, за да отстраните мръсотията по краищата на двете тръби. Поставете тръбата в стелажите, сменете основното приспособление според тръбните фитинги, които ще бъдат заварени, и изберете подходящите фитинги, така че дължините на двата края на челното съединение да са приблизително равни и трябва да са възможно най-къси, докато се срещат изискванията за смилане и отопление. Частта от тръбата извън рамката се държи нагоре с опорна рамка, така че оста на тръбата да е на същата височина като централната линия на рамката, и след това се закрепва с плъзгачи.
3.Рязане: Поставете фрезата, след това бавно затворете заваръчните краища на двете тръби и приложете подходящ натиск, докато в двата края се появят непрекъснати стружки. Премахнете натиска, изчакайте малко и след това излезте от подвижната рамка. Дебелината на чипа трябва да бъде 0,5~1,0 mm, за да се гарантира, че примесите и оксидните слоеве по крайните повърхности на заварените тръбни секции са изрязани, а двете крайни повърхности на челните съединения са гладки и чисти.
4.Подравняване: Грешната страна на двете двойки заварени тръбни секции трябва да бъде възможно най-малка. Ако грешната страна е голяма, това ще доведе до концентрация на напрежение и грешната страна не трябва да надвишава 10% от дебелината на стената.
5.Нагряване: След като температурата на нагревателната плоча достигне зададената стойност, поставете я в решетката и приложете натиск, докато минималният ръб на къдрене от двете страни достигне определената ширина и налягането се намали до определената стойност, за да абсорбира топлината. Уверете се, че има достатъчно разтопен материал, за да се подготви за взаимна дифузия на молекулите по време на топенето и свързването.
6.Превключване: Периодът от края на нагряването до началото на термоядрения докинг е периодът на превключване. За да се гарантира качеството на докинг станцията, колкото по-кратък е периодът на превключване, толкова по-добре.
7.Топящо се челно съединение: Това е ключът към заваряването. Процесът на сливане на челно съединение трябва винаги да се извършва под налягане на топене.
8.Охлаждане: Поради лошата топлопроводимост на пластмасовите материали скоростта на охлаждане е съответно бавна. Свиването на заваръчния материал и формирането на структурата протичат с бавна скорост за дълъг период от време. Следователно охлаждането на заваръчния шев трябва да се извършва под определено налягане.
|
Сгъстителни стълбове |
размер(см) |
82*44*40 |
85*48*44 |
85*53*43 |
94*62*60 |
|
Тегло (КГ) |
38 |
42 |
52 |
80 |
|
|
Хидравличен система |
размер(см) |
58*47*47 |
58*47*47 |
58*47*47 |
58*47*47 |
|
Тегло (КГ) |
41.5 |
41.5 |
41.5 |
41.5 |
|
|
фреза |
размер(см) |
31*24*32 |
35*36*35 |
36*47*47 |
59*38*58 |
|
Тегло (КГ) |
6 |
7 |
17.5 |
22 |
|
|
Отоплителна плоча |
размер(см) |
37*5*35 |
37*5*40 |
44*5*47 |
44*5*53 |
|
Тегло (КГ) |
3 |
3.8 |
5.5 |
7.8 |
|
|
Буцут |
размер(см) |
30*18,5*42 |
33.5*18.5*46 |
39*28*56.5 |
48*28,5*56,5 |
|
Тегло (КГ) |
1.5 |
2.1 |
2.6 |
3.5 |
|
|
Tобща тежест (kg) |
|
90 |
96.4 |
119.1 |
154.8 |
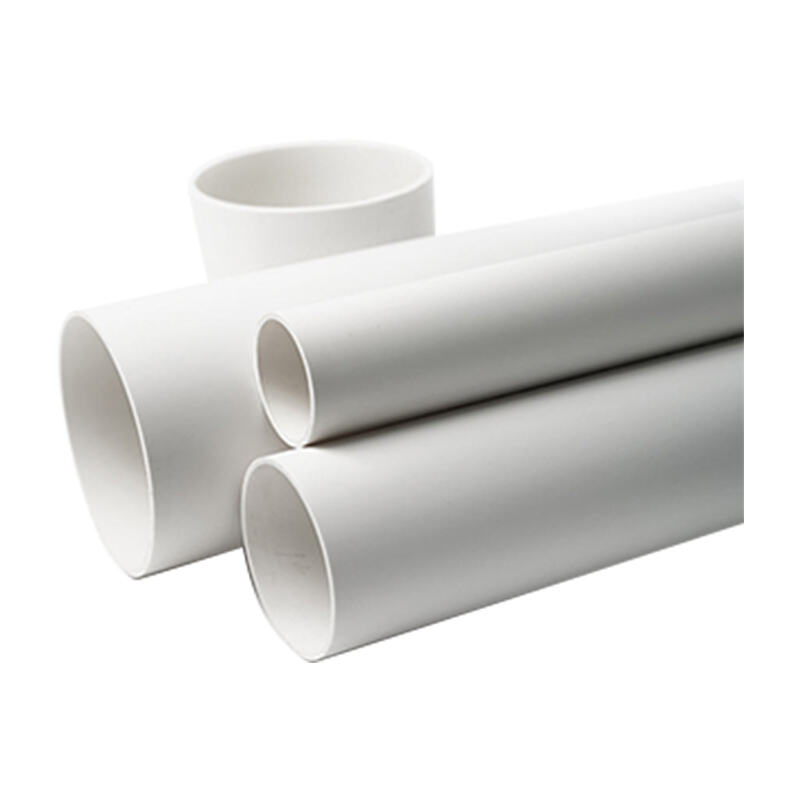
Машина за заваряване на тръби от HDPE Приложение:
Машината за сварка на HDPE тръби е подходяща за сварка на пластмасови тръби и фитинги, изработени от PE, PP, PVDF и може да се работи при всякакви сложни работни условия.
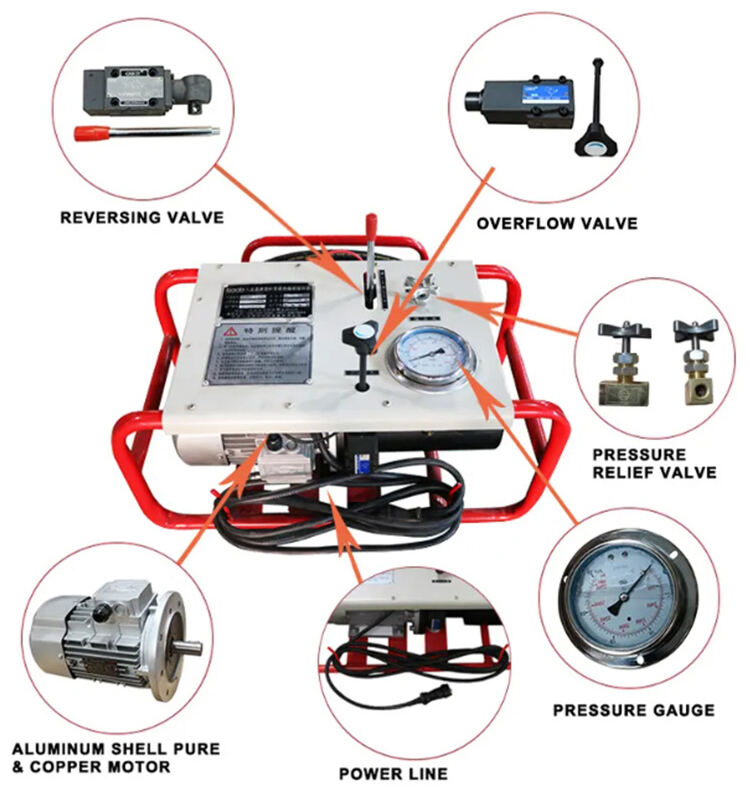
Машина за заваряване на тръби от HDPE
1.Тялото на машината е оборудвано с четири основни скоби, като третата скоба се движи и регулира осево.
2.Сменяема пелена пластина за отопление с отделна система за контрол на температурата.
3.Електрически фрезер с обратими двойни режещи се остриета.
4.Хидравличният агрегат осигурява на заваръчната машина компресираща мощност.
5.Изработен от лек и високопрост материал; проста структура и лесна за работа.
6.Ниското начално налягане гарантира надеждно качество на заваряване на малки тръби.
7.Отделен двуканален таймер показва времето в фазите на накисване и охлаждане.
8.Високото точност и устойчивостта на ударните налягания показва по-ясни показания.
Машини за заваряване на тръби за ПЕ Имена: Но смесваща машина, гореща машина, хидравлична смесваща машина. Хидравлична машина за заваряване на задните частици, HDPE машина за сливане на задните частици. Заварявачка. Оборудване за сливане на задници. RDH315 HDPE тръбосъединителна заваряваща машина, заваряваща машина за заваряване на тръбосъединители, полизаваряваща машина. Машина за сварка на пластмасови тръби.





Не сме само производител, но и доставчик на решения. Дали имате въпроси или искате оферта, ние ще ви помогнем.